Discover New Technologies in Manufacturing for Innovation
We're in the middle of a massive shift in manufacturing, a movement often called Industry 4.0. This isn't just about bolting a few new robots onto the assembly line; it's about factories evolving into intelligent, connected ecosystems where every single component works in perfect sync.
The Next Manufacturing Revolution Is Already Here
The factory floor is being fundamentally reborn. The traditional image of isolated machines repeating the same task is being replaced by the smart factory—an integrated system that can sense, analyze, and act autonomously.
This evolution is enabled by a suite of digital tools that bridge the gap between physical and virtual operations. Think of it as the factory developing its own nervous system and brain. This is not a far-off concept; it’s happening right now, reshaping production lines, supply chains, and how people work in plants across the globe.
Core Drivers of Change
A few key innovations are at the heart of this movement. Each one plays a unique role, but their real power is unlocked when they work together. Understanding them is the first step to building a more resilient and efficient operation.
-
Artificial Intelligence (AI) and Machine Learning: This is the factory's brain. AI algorithms analyze massive amounts of data to predict when a machine might fail, fine-tune production schedules, and spot quality issues long before a human could.
-
Industrial Internet of Things (IIoT): Think of this as the nervous system. Countless tiny sensors are embedded in machinery, constantly feeding back real-time data on everything from performance and temperature to vibration patterns.
-
Digital Twins: These are exact virtual replicas of a physical machine, a production line, or even an entire factory. They give manufacturers a risk-free digital sandbox to test changes, simulate new processes, and optimize performance before touching a single real-world asset.
-
Immersive Technologies (AR/VR): Augmented and Virtual Reality are transforming the human workforce. They provide incredibly realistic, hands-on training and allow experts to offer on-site guidance from anywhere in the world, enhancing skills and reducing errors.
The global smart manufacturing market is projected to rocket from $233.33 billion in 2024 to an incredible $479.17 billion by 2029. This explosion in growth shows just how quickly companies are adopting automation and data-driven tools to get ahead. You can find more on this manufacturing boom at godlan.com.
This guide is your roadmap to these powerful technologies. We’ll break down how each one works, show you what it looks like in the real world, and explain how they all come together to create the factory of the future, today.
Let's start by quickly summarizing the key players and their primary roles in this new industrial age.
Key Manufacturing Technologies and Their Core Benefits
The table below offers a snapshot of the transformative technologies we'll be covering, highlighting the main advantage each brings to the modern factory floor.
| Technology | Primary Benefit | Example Use Case |
|---|---|---|
| Artificial Intelligence (AI) | Predictive optimization | Automatically adjusting production schedules to prevent bottlenecks. |
| Internet of Things (IIoT) | Real-time data collection | Sensors on a motor detecting unusual vibrations to predict failure. |
| Digital Twins | Risk-free simulation | Testing a new layout for an assembly line in a virtual model. |
| AR/VR | Enhanced human training | Immersive training simulations for complex machinery maintenance. |
Each of these technologies is a powerful tool on its own, but their true potential is unlocked when they are integrated into a single, cohesive system.
Building the Intelligent and Connected Factory
The real magic of modern manufacturing isn't just about faster machines; it's about transforming a factory from a collection of isolated parts into a single, intelligent organism. This shift is powered by two technologies that work in perfect harmony: Artificial Intelligence (AI) and the Industrial Internet of Things (IIoT). Think of them as the central nervous system and the brain of the smart factory.
The IIoT acts as the factory’s sensory network. It's an army of countless sensors embedded in everything from massive stamping presses down to the smallest motors. These sensors are constantly chattering, sending a flood of real-time data—temperature, vibration, pressure, output rates, and energy use. This gives the factory a complete, moment-by-moment awareness of its own health, much like how our nerves tell our brain what's happening throughout our body.
But all that data is just noise without something to make sense of it. This is where AI steps in to play the role of the factory's brain.
From Raw Data to Intelligent Action
AI algorithms dive into the massive streams of data from the IIoT sensors, hunting for meaningful patterns and insights. It's the critical step that turns a tidal wave of raw information into intelligence you can actually act on. Without AI, the data from IIoT would be an overwhelming, useless mess. With AI, it becomes the fuel for optimization.
This dynamic duo allows a factory to leapfrog simple automation, where machines just repeat the same tasks over and over. They move into the realm of true autonomy, where the entire system can learn, adapt, and make decisions for itself. It’s the difference between a pre-programmed robot and a system that can feel a problem coming and adjust its own behavior to solve it.
This map shows how these pieces—sensors, data, and automated systems—all connect to create a self-improving factory.
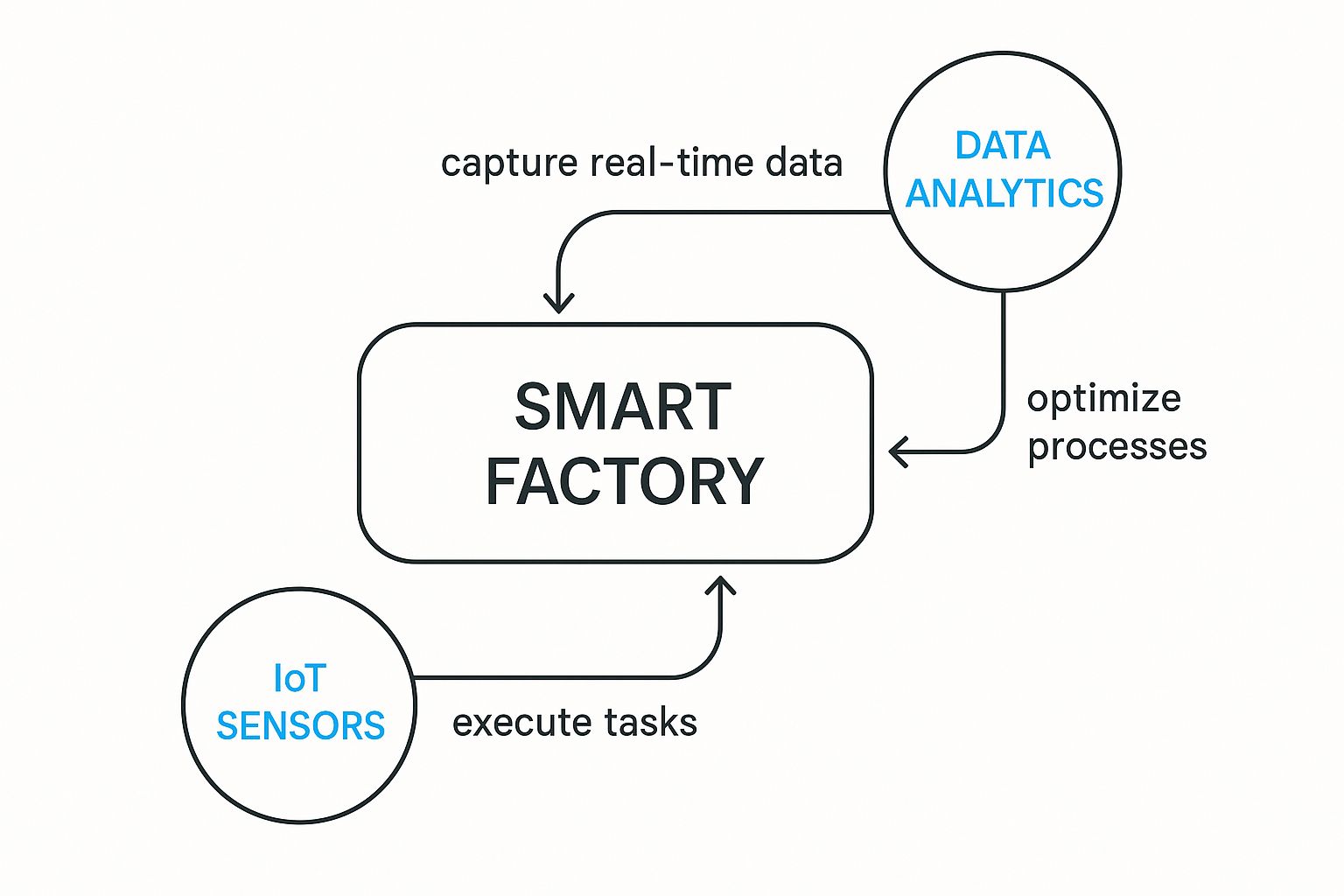
As you can see, it's a continuous feedback loop. Physical actions create data, that data is analyzed for insights, and those insights trigger new, smarter physical actions. This constant cycle of learning and improving is what truly makes a factory "smart."
AI and IIoT in the Real World
One of the most powerful applications of this partnership is predictive maintenance. In a typical factory, maintenance is reactive—a machine breaks, production grinds to a halt, and a team scrambles to fix it. That's an expensive way to work, both in repair costs and lost productivity.
An intelligent factory handles this completely differently.
- Sensing the Problem: IIoT sensors on a critical motor are always monitoring its vibration patterns and temperature.
- Making the Connection: An AI model, trained on mountains of historical data, analyzes this live feed. It spots a tiny, almost imperceptible change in the vibration—a signature pattern it knows is an early warning sign of bearing failure.
- Taking Action: Instead of waiting for a catastrophic breakdown, the system automatically flags the issue, orders the right replacement part, and schedules the repair during the next planned shutdown.
The result? You shift from costly, unplanned downtime to proactive, scheduled maintenance. This doesn’t just save a ton of money; it also extends the life of your equipment and makes the whole plant safer.
This same principle applies to far more than just maintenance. AI and IIoT work together to fine-tune nearly every corner of the production process, from energy consumption to supply chain logistics. For instance, AI can analyze data from the entire line to spot bottlenecks in real time and automatically tweak machine speeds to keep everything flowing smoothly.
By connecting every asset and adding a layer of intelligence, manufacturers are building factories that aren't just automated—they're truly aware, responsive, and constantly getting better. This is the foundation that all other advanced manufacturing technologies are built on.
Using Immersive Realities to Empower Your Workforce
Beyond smart machines and predictive analytics, the next wave of manufacturing technology focuses on empowering people. Augmented Reality (AR) and Virtual Reality (VR) have transitioned from concept to practical, high-impact tools on the factory floor. These are not gadgets; they are powerful solutions that amplify human skill and intelligence.
Imagine a technician servicing a complex piece of machinery. Instead of consulting a thick paper manual, they put on an AR headset. Digital instructions, diagrams, and arrows are layered directly over their view of the machine, guiding their hands with step-by-step precision. This is the core benefit of AR—it closes the gap between the digital and physical worlds, putting critical information right where it’s needed, when it's needed most.
This direct overlay of information reduces the chance of human error, a common cause of production delays and quality issues. Furthermore, it empowers less experienced workers to tackle complex tasks with the confidence and accuracy of a seasoned expert.
Building Skills in a Risk-Free World
While AR enhances tasks in the real world, Virtual Reality creates entirely new ones for training and development. VR allows companies to build hyper-realistic, interactive simulations of their production lines. New hires can learn to operate complex, expensive, or even dangerous machinery in a completely safe virtual space.
In these simulations, trainees can run through emergency shutdown procedures, master intricate assembly sequences, and troubleshoot equipment failures without any risk of injury or damage to actual assets. This "practice without consequence" approach leads to deeper learning and improved knowledge retention.
By simulating real-world scenarios, VR training can reduce workplace accidents by up to 43%. It’s a safe sandbox for employees to make mistakes, learn from them, and build the muscle memory needed to perform flawlessly on the real factory floor.
This immersive method is not only safer but also more efficient. Companies can train multiple employees at once without having to take valuable machinery offline. If you want to dive deeper into this topic, you can learn more about how augmented reality for training is transforming how workforces learn.
Practical Applications of AR and VR
The use cases for these immersive technologies are expanding, offering tangible benefits across the entire manufacturing lifecycle. They are quickly becoming essential tools for boosting quality, safety, and efficiency.
Here are a few key applications already making a difference:
- Remote Expert Assistance: An on-site technician wearing AR glasses can stream their point-of-view to an expert anywhere in the world. The remote expert can then annotate the technician's live view—circling parts or displaying instructions—to guide the repair. This significantly cuts travel costs and machine downtime.
- Complex Assembly Guidance: For products with intricate assembly steps, AR can project a digital template or a sequence of instructions directly onto the workpiece. This ensures every component is placed correctly, improving first-time pass rates and reducing rework.
- Safety and Hazard Training: VR simulations can replicate dangerous situations, like chemical spills or equipment malfunctions, letting employees practice emergency response protocols in a controlled environment. This prepares them to react correctly and safely if a real emergency occurs.
By augmenting human skills and creating safe, repeatable training environments, AR and VR prove their value. They represent a major shift toward a more human-centric factory, where technology empowers people to work smarter, faster, and more safely than ever before.
Creating a Virtual Advantage with Digital Twins
While immersive tech like VR and AR gives your workforce a boost, another technology is quietly creating a perfect virtual copy of the machinery itself.
Think about a flight simulator, but instead of a plane, it's a meticulously detailed, fully functional model of your entire factory. That's the essence of a Digital Twin: a dynamic, virtual replica of a physical asset, a process, or even a whole production facility.
This isn't just some static 3D model or a fancy blueprint. A true digital twin is a living simulation. It’s constantly fed real-time data from IIoT sensors attached to its physical counterpart, so it perfectly mirrors the real-world asset's condition, performance, and environment.
Essentially, it's a risk-free digital sandbox. It’s a place where you can experiment, test, and fine-tune operations without ever touching a single piece of physical equipment. The constant stream of data flowing from the factory floor to the virtual model lets the digital twin not only show you what's happening now but also predict what's coming next.

From Simulation to Predictive Power
The real magic of a digital twin is its ability to run "what-if" scenarios that would be far too expensive, disruptive, or just plain dangerous to try out in the real world.
Thinking of investing millions in a new production line? First, build it virtually. You can simulate its entire operation, pinpoint potential bottlenecks, and tweak the layout until it’s perfectly efficient—all before a single bolt is turned. This kind of proactive planning drastically reduces the risk of costly missteps.
It’s also brilliant for simulating process changes. What happens if you bump up a conveyor belt's speed by 15%? How will a new raw material affect machine wear over time? Instead of making educated guesses, operators can run these tests in the virtual world to see the actual outcomes and make truly data-driven decisions.
This isn't just a niche trend. According to Godlan, an estimated 70% of manufacturers will be using these virtual replicas by 2035 for predictive maintenance and real-time process optimization.
And when you layer AI on top of this virtual model, the twin evolves into a seriously powerful predictive tool, especially for keeping equipment running.
Key Use Cases for Digital Twins in Manufacturing
This technology isn't just for massive, factory-wide simulations. It delivers tangible wins across all sorts of operational areas, directly hitting your bottom line by boosting efficiency and cutting costs.
Here are a few of the most common ways it’s being put to work:
- Predictive Maintenance: By crunching live data, a digital twin can forecast when a specific component is likely to fail with startling accuracy. This lets maintenance crews schedule repairs before things break down, slashing unexpected downtime and squeezing more life out of expensive machinery.
- Process Optimization: You can test countless tiny variations of a production process within the twin to discover the absolute sweet spot for speed, quality, and energy use. This fine-tuning happens in the background, without ever interrupting the live production line.
- Product Design and Prototyping: Before you even build a physical prototype, a digital twin can simulate how a new product will hold up under real-world stress. This completely changes the game for traditional prototyping, saving huge amounts of time and money.
- Virtual Commissioning: When new equipment is on its way, you can use its digital twin to test and debug all the control software virtually. This ensures that the moment the physical machine hits the floor, it works perfectly from day one, dramatically shortening the whole commissioning phase.
What’s really powerful is how the insights from digital twins feed into other technologies. The data from a twin can be used to build hyper-realistic training scenarios in VR. Or, when a twin predicts a potential failure, an operator can use AR-guided procedures to fix it. If you want to see more on how these pieces fit together, check out our guide on augmented reality for manufacturing. This synergy is what makes the modern factory so incredibly effective.
Why Companies Are Pouring Money into Digital Transformation
The big shift toward the manufacturing technologies we've been discussing isn't just about chasing the next shiny object. It’s a direct, strategic response to some immense pressures. Today's manufacturers are navigating a world defined by volatility—from unpredictable supply chain chaos to a widening skilled labor gap, the old way of doing things just isn't cutting it anymore.
This tough environment is exactly why companies are making massive financial commitments to digital tools. They aren't just buying tech for tech's sake; they're investing in survival, agility, and a real competitive edge. Each investment is a calculated shot at solving a nagging business problem and building a much stronger foundation for the future.
You can see this shift clearly in company budgets. In fact, tech investments now make up 30% of operating budgets for global manufacturers as of 2024, a big leap from just 23% in 2023. The technologies driving the highest returns? Cloud computing, generative AI, and 5G connectivity. It’s a clear signal of where the industry is placing its bets to fight back against rising costs and market jitters.
Building a Resilient Digital Core
At the heart of all this spending is the idea of creating a "digital core." Think of it as the central nervous system for your entire manufacturing operation. It’s a connected ecosystem where data flows freely between the factory floor, the supply chain, and your business management systems, giving everyone a single source of truth.
A strong digital core is what makes a company incredibly agile. When a sudden disruption hits—like a key supplier shutting down or a sudden spike in demand—an operation built on this core can pivot almost instantly. Data from across the business gives you the clarity to make smart decisions fast, whether that means re-routing materials or reallocating production on the fly.
This flips the script from being reactive to proactive. It allows a business to absorb shocks and even capitalize on market shifts that would cripple a less connected competitor. To see what this looks like in the real world, check out Datagrove's digital transformation case studies for some valuable insights.
Matching Technology to Business Challenges
Look, the most successful transformations don't happen because a company tries to implement every new piece of tech out there. The real wins come from strategically deploying specific solutions to solve specific, high-value problems. This targeted approach is what guarantees a clear and measurable return on investment (ROI).
For example, a company struggling with high defect rates and rework costs might bring in an AI-powered quality control system. By using machine vision to spot microscopic flaws on the assembly line, they're directly attacking a major source of financial loss. This doesn't just improve product quality; it boosts overall efficiency.
The goal is to draw a straight line from the technology investment to a tangible business outcome. By focusing on solving real-world pain points, companies can justify the initial cost and build momentum for broader digital initiatives.
Getting a handle on how to improve manufacturing productivity can show you how these targeted investments create compounding benefits across an organization.
The Tangible ROI of a Smarter Factory
So, how do specific investments actually solve common manufacturing headaches? Let's break it down. This connection between the problem, the solution, and the result is what makes investing in new manufacturing technologies so compelling.
Here's a quick look at how targeted tech investments are deployed to tackle all-too-common manufacturing challenges.
Technology Investment vs Business Challenge
| Business Challenge | Key Technology Solution | Expected ROI / Outcome |
|---|---|---|
| High Unplanned Downtime | Predictive Maintenance (IIoT & AI) | Reduce equipment failures by up to 70%, saving millions in lost production time. |
| Skilled Labor Shortage | Augmented Reality (AR) for Training | Decrease training time by 50% and slash error rates for new hires. |
| Supply Chain Volatility | Cloud-Based Supply Chain Analytics | Gain real-time visibility to see disruptions coming and optimize inventory. |
| Inconsistent Product Quality | AI-Powered Vision Systems | Improve defect detection rates to over 99%, cutting scrap and warranty claims. |
When you connect the dots, it becomes obvious that these investments aren't just about efficiency—they're about building a smarter, more resilient business.
Ultimately, investing in a digital core is about future-proofing your business. It’s an admission that in a world changing this fast, the ability to adapt is the single most important advantage a manufacturer can have. These technologies give you the tools to not only weather the storm but to come out of it stronger, leaner, and more intelligent than before.
Your Roadmap for Implementing New Technologies
Knowing what these new manufacturing technologies can do is one thing. Actually getting them to work inside your own four walls? That’s a completely different challenge. A successful digital journey isn’t some sudden, factory-wide gut renovation. It's a methodical process built on small, focused wins, smart scaling, and a serious commitment to your people.
The most effective way forward is to resist the urge to do everything at once. Big-bang rollouts are almost always expensive, disruptive, and begging to fail. The smarter path is to start small and prove the value of these new tools in a controlled, targeted way. This builds both your team's expertise and the internal support you'll need for the road ahead.

A Phased Approach to Implementation
A structured, step-by-step roadmap is your best friend for managing complexity and keeping risk in check. When you break the process into manageable phases, you can make sure each step delivers real value and properly sets the stage for what comes next. It creates a powerful cycle of success that makes the entire transformation feel less daunting and more achievable.
This incremental strategy also gives your organization room to breathe, learn, and adapt as you go, tweaking your approach based on real-world feedback straight from the factory floor.
The key is momentum. A successful pilot project acts as a powerful proof of concept, making it much easier to get buy-in for larger, more ambitious initiatives down the line.
Here’s a practical framework to get you started:
-
Identify a Critical Pain Point: Don't boil the ocean. Start by pinpointing one specific, high-impact problem that’s giving you headaches. Is unplanned downtime on a key machine killing your production schedule? Are quality control slips leading to a mountain of waste? Pick one clear problem to solve first.
-
Launch a Targeted Pilot Project: Next, design a small-scale project that directly tackles that one pain point. For example, you could deploy IIoT sensors on a single critical asset to test out a predictive maintenance program. Keeping the scope this tight makes it dead simple to measure the return on your investment.
-
Measure, Learn, and Communicate: Once the pilot is live, track its performance like a hawk. Did downtime drop? Did you catch potential failures before they happened? Share these hard numbers and tangible results far and wide to show stakeholders and the rest of the team that this stuff actually works.
-
Scale and Integrate: With a successful pilot under your belt, use the data and the lessons learned to justify expanding the solution. This might mean rolling out predictive maintenance across an entire production line or integrating that new data stream into your existing management systems.
Prioritizing Your People
At the end of the day, technology is just a tool; your people are the ones who make it work. A successful rollout absolutely depends on getting your team ready to work with these new systems, not against them. This means making upskilling and training a central pillar of your strategy, not some afterthought you tack on at the end.
Investing in your people ensures they see these technologies as helpful partners, not threats to their jobs. This is critical for adoption, especially as the industry continues to accelerate. In fact, research shows that in 2025, nearly 91% of manufacturing professionals planned to bring in new technologies within the next year, making tech adoption the top strategic goal. You can dig into more of these manufacturing trends over at Smart Industry.
By following a clear roadmap and putting your team first, you can confidently lead your organization toward a smarter, more competitive future.
Frequently Asked Questions
Even the best roadmaps have detours, and big operational changes always spark a few questions. Deciding to bring new manufacturing tech onto the floor is a massive step, and it's smart to tackle the common concerns right out of the gate.
Let's dig into some of the most pressing questions we hear from managers and team leads—from where to start and what bumps to expect, to how you can actually justify the investment.
Where Should a Small to Medium-Sized Manufacturer Start with New Technology Adoption?
For smaller operations, the secret is to forget about a total factory overhaul. Instead, zero in on one specific, high-impact problem. Start with a pilot project in an area where you can see a clear and quick return.
This targeted approach lets you prove the ROI on a smaller scale, learn some valuable lessons without betting the farm, and get your team excited about what's possible. Think of it as creating small wins that build big momentum.
- Example 1: Predictive Maintenance: What's your most temperamental piece of equipment? The one that always seems to go down at the worst possible time? Start there. Install some IIoT sensors on that single machine and use the data to predict failures before they bring the line to a halt.
- Example 2: Guided Assembly: Pinpoint one complex assembly task that has a high error rate. Implement a simple AR solution to guide technicians with digital overlays. You'll see mistakes drop almost immediately.
What Are the Biggest Challenges When Implementing These New Technologies?
Honestly, the biggest hurdles usually aren't technical. They're about people. Getting these new systems to work seamlessly isn't just about good software; it demands a real focus on your company culture and processes.
Resistance to change is a big one, as is a lack of digital skills on the team. Trying to get brand-new systems to talk to your trusty legacy equipment can also be a headache. Success really hinges on strong leadership, a clear communication plan that shows employees what's in it for them, and a real budget for training. If you want to dig deeper, you might find this page on frequently asked questions about AI implementation useful.
How Do AR and VR Solutions Provide a Tangible Return on Investment?
AR and VR deliver concrete ROI by improving key performance indicators related to efficiency, safety, and quality. These are not abstract benefits; they translate into measurable financial outcomes.
Virtual Reality training, for instance, can significantly reduce costs associated with physical training setups, materials, and machine downtime. More importantly, it allows teams to practice on complex machinery in a completely safe environment, accelerating the onboarding of new hires.
Augmented Reality delivers its ROI primarily by reducing error rates in assembly and maintenance. When a technician sees a digital overlay guiding them through a complex repair, downtime decreases significantly. This technology is also an excellent tool for knowledge transfer, allowing seasoned experts to mentor the next generation of staff remotely and effectively. These benefits lead directly to enhanced productivity, higher product quality, and a safer work environment.
At AIDAR Solutions, we build immersive AR and VR applications that solve these exact challenges. Our solutions are designed to empower your workforce, make complex tasks intuitive, and deliver a fast, measurable return on your investment. See how we can help you build a more efficient and capable team by visiting us at https://aidarsolutions.com.

